
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the Indian Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
A newly built 50 zone rubber-curing oven during start up suffered severe distortion and buckling of the metal work. A major cause of this was the differential expansion of the metal due to the sudden application of full power to the electric heaters and the consequent severe rate of rise of temperature. Two solutions came to mind;
Solution 1. Limit the start up power
The discrete controllers had a power limit feature built in. Here was a way to bring each zone up more slowly by setting the power limit to some percentage of full power. This is often an acceptable, cheap solution, provided that later, you reset the power limit high enough to achieve the full working temperature.
However in a multi-zone system this method is unlikely to ensure that all zone temperatures will track each other.
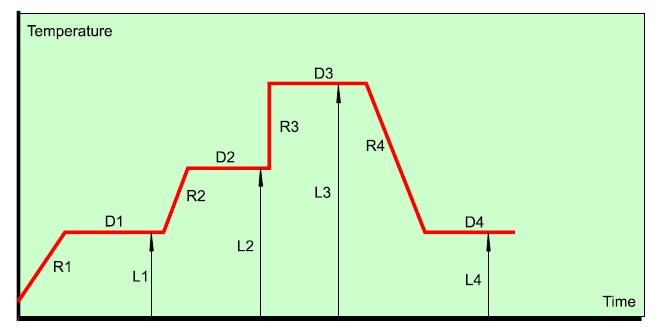
Fig 1 Ramp and Soak Program
Solution 2. Substitute new program/controllers
Expensive but not necessary because luckily the controllers, while not the program type, had a simple ramp-to-set-point feature built in and it was easy to wake it up and put it to work. Here you set the target temperature and the degrees per minute ramp rate. On start up, all zone set points find and start at the current temperature, usually room temperature, then ramp up to the target temperature at the rate selected. Because the ramp is accurately controlled, the temperatures stay together, minimizing differential thermal expansion between zones.
The above case is a very simple use of ramping. It is unusual in that the equipment benefits, not the work. It could be that more equipment than we ever suspect would provide longer life and less maintenance, given this kind of relief from thermal shock and cycling on start up.
Typical of the products needing ramp and soak control are glass, ceramic and heavy metal parts. A slow ramp will minimize the risk of distortion or cracking due to differential thermal expansion within the work. It will also help to avoid temperature overshoot as the ramp stops and becomes a fixed temperature for a specified dwell time, sometimes called the soak segment. At this stage the dwell time is set long enough to ensure that the parts attain a uniform temperature throughout and maintain it long enough to complete that stage of the processing.
You may need sensors on or inside the work to ensure that the actual material is receiving the required temperature and time processing. A chart recorder or the data acquisition part of an integrated multi-zone control package would monitor these.
A program/controller is a controller and set point generator in one unit. The set point can ramp, step or hold at one value. A typical program is shown in Fig 1.
Here the set point takes off up ramp 1 (R1), holds at level 1 (L1) for a dwell-time (D1) and so on until the time/temperature program is completed. The controller makes the process temperature follow the set point.
There is a wide range of controllers on the market. Some come packaged in a 48mm square case, the user interface being 3 push buttons and 2 digital displays.
The range goes up through to multi-zone models with more user controls and a graphic panel showing the program (like Fig 1) plus digital displays and annotations.
Controller manufacturers have applied much thought and ingenuity to meeting the needs of heat processors across different industries. Major advances continue in control and communication techniques and in configuring controllers to handle the wide range of inputs, sensors, engineering units and final control elements.
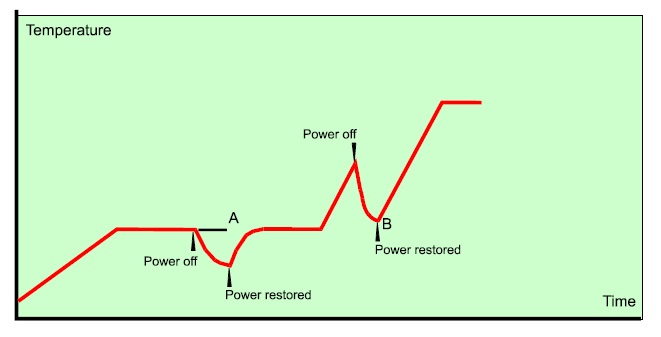
Fig 2 Power Recovery Strategies
Adapted from an article originally written by Arthur Holland, Holland Technical Skills, for Eurotherm.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us