
 Regolatore programmabile EPC2000
Regolatore programmabile EPC2000  Regolatori programmabili EPC3000
Regolatori programmabili EPC3000  E+PLC400, PLC combinato
E+PLC400, PLC combinato  nanodac™ Registratore/Regolatore
nanodac™ Registratore/Regolatore  Registratori videografici 6100A/6180A
Registratori videografici 6100A/6180A Hai bisogno di aiuto per scegliere il prodotto giusto?
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiBenvenuto sul sito Italiano
Abbiamo rilevato che potresti preferire il sito Global. Se necessario, utilizza il menu a tendina delle lingue per modificare la scelta.
Il trattamento termico è un “processo speciale” in ambito NadcapSM. Qualsiasi processo in grado di modificare o alterare l’integrità materiale o fisica di una parte introducendo sollecitazioni tramite operazioni meccaniche, termiche o chimiche può essere considerato un processo speciale che necessita di particolare attenzione, al fine di evitare potenziali difetti. AMS2750 è stata creata per definire requisiti di pirometria standardizzati (misurazione della temperatura) nel trattamento termico dei prodotti per l’industria aerospaziale. Le organizzazioni hanno bisogno di personale qualificato e di una serie ben documentata di procedure e apparecchiature approvate che dimostrino sia la procedura che i risultati di ogni batch elaborato.
Nadcap agisce come organismo di approvazione per i “processi speciali” per la produzione aerospaziale ed è amministrato dal Performance Review Institute (PRI). Al fine di garantire che le strutture soddisfino i requisiti, vengono effettuate verifiche periodiche. AMS2750 è citato anche in altri standard di processo speciali ed è stato adottato in diverse forme per il settore automobilistico (CQI9), oil & gas e altre industrie.
Scopri le nostre soluzioni AMS2750H per il trattamento termico:
La specifica AMS2750 riguarda i requisiti di pirometria per le apparecchiature utilizzate nei processi termici dei metalli. Di seguito sono riportate le principali sezioni coperte dai prodotti Eurotherm. Per maggiori dettagli, fare riferimento agli standard AMS2750H (www.sae.org).
Figura 1
Figura 2
Sensori di temperatura (sezione 3.1)
Questa sezione dello standard descrive i requisiti di processo, uso, tipo, taratura e precisione del sensore. La figura 1 fornisce un esempio di termocoppie comuni e dei requisiti di precisione.
La costruzione della termocoppia comprende sia le termocoppie a perdere (qualsiasi parte dell’elemento termico esposta all’ambiente di processo) che le termocoppie non a perdere (elemento termico protetto dall’ambiente di processo, ad esempio la guaina metallica). L’utilizzo della termocoppia di carico non a perdere di metallo base dipende dalla temperatura.
Il periodo di sostituzione della termocoppia di controllo dovrebbe essere basato su dati provenienti da risultati e analisi di trend, SAT, TUS e ritarature.
Figura 3
Strumentazione (sezione 3.2)
Questa sezione descrive i requisiti relativi al processo, al tipo, alla taratura e alla precisione dello strumento. Le figure 3 e 4 delineano i requisiti fondamentali soddisfatti da Eurotherm per il tipo di strumento.
Gli strumenti di registrazione devono essere controllati annualmente per una precisione di ±1 min/h da un dispositivo di temporizzazione esterno (dispositivo di temporizzazione tarato ogni 2 anni a ±1 s/min). Un’alternativa possibile è documentare la sincronizzazione digitale con il NIST (o equivalente) via satellite, Internet o telefono (almeno ogni mese) per supportare questi requisiti di precisione.
Figura 4
Apparecchiature di trattamento termico (sezione 3.3)
Questa sezione definisce la tolleranza di uniformità della classe del forno (1-6) e il tipo di strumentazione (A-E).
SAT (sezione 3.4) descrive un controllo della sonda per valutare la variazione rispetto ai sistemi di controllo con una termocoppia master indipendente e uno strumento in campo. TUS (sezione 3.5) serve a valutare la variazione di temperatura all’interno di una zona di lavoro qualificata rispetto alla temperatura nominale.
Figura 5
Figura 6
Quando soggetti alla necessaria taratura in campo, i seguenti strumenti Eurotherm sono adatti per l’uso in ambito aerospaziale (Nadcap/AMS2750) e nell’industria automobilistica (IATF16949/CQI9 versione 4).
Controllo di processo o registrazione (tabella 7 AMS2750H)
Taratura che deve soddisfare ±2,0°F o ±1,1°C o ±0,2% della temperatura, a seconda di quale dei due valori è maggiore.
Figura 7
Registratore videografico serie 6000, modelli: 6100A TUS e 6180A TUS con CJC esterno per soddisfare il valore superiore tra ±1,0°F o ±0,6°C o ±0,1% della temperatura.
¹Dispositivi da utilizzare nell’acquisizione dati (AMS2750H 3.2.4). Fare riferimento alla tabella seguente per le soluzioni di registrazione elettronica. Il protocollo SNTP (Simple Network Time Protocol) è disponibile nel registratore videografico serie 6000, nel registratore/regolatore nanodac, nella gamma E+PLC, nell’hardware del sistema PAC (modelli T2550, T2750) e nei visual supervisor Eycon 10/20, per disporre della sincronizzazione digitale e semplificare il raggiungimento della precisione della temporizzazione della registrazione.
Figura 8
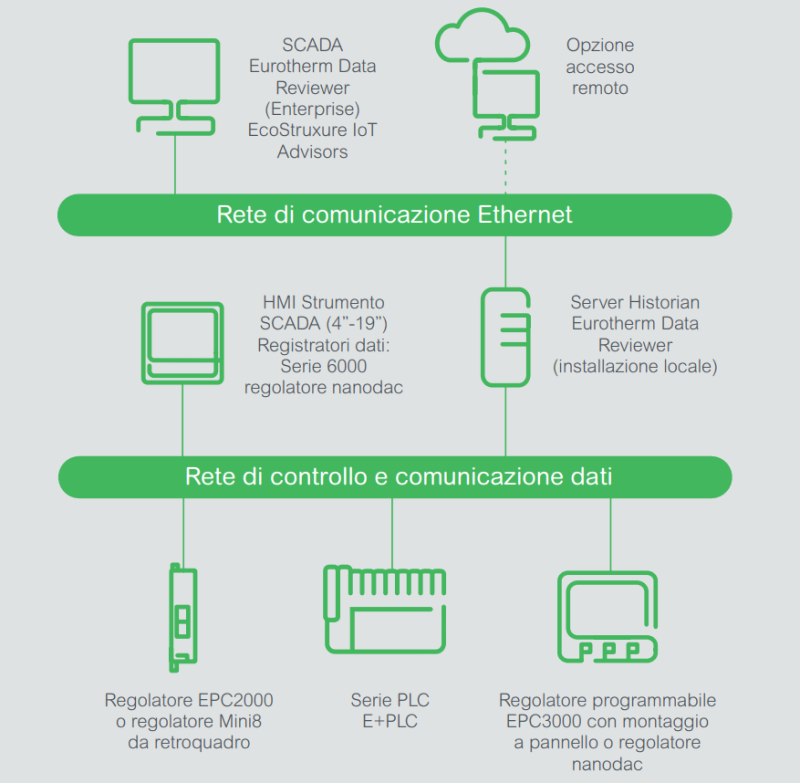
Le soluzioni di controllo e registrazione dei dati di Eurotherm sono pronte per l’IoT, fornendo un livello di integrità dei dati all’interno delle architetture di sistema della piattaforma IoT aperta. Le soluzioni ingegnerizzate offerte da Eurotherm includono le tecnologie della piattaforma di sistema SCADA, MES e IIoT per una maggiore visibilità delle informazioni, accesso ai dati e gestione delle operazioni. I nostri prodotti, sistemi e servizi sono progettati pensando alla sicurezza informatica, favorendo la trasformazione digitale verso la tecnologia Industria 4.0.




Strumento di selezione dei prodotti
Il nostro strumento ti aiuterà a trovare il prodotto più adatto alle tue esigenze
Accedi allo strumento di selezione dei prodottiContattaci